
Introduction
AISI 316L austenitic stainless steel has been a material of choice for nuclear, petrochemical, and thermal power sectors, as it exhibits outstanding corrosion resistance, excellent weldability, and high fracture toughness (1). However, due to the steel’s relatively low strength at elevated temperatures, its use has been limited in areas where severe thermal and mechanical stresses are expected. Inconel 718, on the other hand, is a nickel-based superalloy that is precipitation hardened and thus offers better strength, creep resistance, and oxidation stability in high-temperature environments (2). Consequently, various combinations of Inconel 718 and 316L stainless steel are becoming more frequent in advanced engineering components for the achievement of both operational performance and cost effectiveness (3).
Despite their industrial importance, welding Inconel 718–316L stainless steel still presents great challenges due to the presence of large differences in the chemical composition, thermal expansion coefficients, and solidification characteristics of the two metals (4, 5). These differences often result in the formation of residual stress, elemental segregation, and the development of brittle phase in the fusion and heat-affected zones (HAZs), thus weakening the joint integrity (6). Gas Tungsten Arc Welding is generally preferred for dissimilar combinations owing to its superior control over heat input and weld pool stability. However, TIG-welded dissimilar junctions are sometimes characterized by nonuniform microstructures and lower ductility in the as-welded condition (7).
Post-weld heat treatment (PWHT) is a method that is very widely used, among other purposes, to reduce residual stresses, to make microstructures uniform, and to enable good phase transitions (8, 9). Inconel 718 is an alloy system where the effect of PWHT on the change in precipitation phases is very marked (10). However, in 316L stainless steel, the principal effect of PWHT is on stress relaxation rather than on the change in the phase. Although a number of researchers have studied the effects of PWHT on nickel-based welds, either similar or different, there is hardly anyone who has undertaken this for the case of Inconel 718/316L TIG weldments (10, 11). Besides, the existing information often does not provide quantitative relationships of the PWHT temperature vs. the variation of hardness vs. tensile ductility.
This paper experimentally investigates the changes in mechanical properties of Inconel 718/316L dissimilar TIG weldments subjected to PWHT at different temperatures to fill the gap in the literature. The aim is to understand the strength, ductility trade-off and identify a suitable PWHT condition for nuclear and high-temperature structural applications.
Materials and methods
Base and filler materials
The main materials used in this work were wrought Inconel 718 and stainless steel AISI 316L plates, with dimensions of 150 mm × 100 mm × 5 mm. 1.6 mm diameter ERNiCrMo 4 nickel-based filler wire was selected to run a weld with less elemental difference between the layers and reduce the possibility of the formation of brittle intermetallic at the weld interface. The chemical compositions of the base metals and filler wire were determined by optical emission spectroscopy and are given in Table 1.

Table 1. Composition of main alloying elements (wt.%) present in base/filler metals.
Joint configuration and welding parameters
A single V butt joint configuration with a 45° groove angle and 1.5 mm root face was machined on both plates. The root gap was regularly kept at 2 mm with the help of tack welds. We used a continuous current TIG welding machine to weld in the flat (1G) position. The argon shielding gas was supplied at a constant flow rate of 10 L/min. Welding by two passes ensured that the welds were fully penetrated and well fused. The exact welding parameters are given in Table 2.

Table 2. Welding parameters used for joining dissimilar plates.
Post-weld heat treatment
The specimens after welding were permitted to cool gradually to room temperature in air. PWHT was done in a calibrated muffle furnace with a regulated heating rate of 10°C/min. The welded joints were held at 450°C, 650°C, and 850°C for 2 h and then cooled in air to the ambient temperature (Figure 1). These temperatures were chosen to demonstrate the stress relief, precipitation strengthening, and over-aging effects, respectively.

Figure 1. Process of post-weld heat treatment (PWHT).
Microhardness testing
Microhardness testing was performed using the method outlined in ASTM E92 17. Samples were cut perpendicular to the weld, polished, and tested. Vickers microhardness tests were performed using a 500 gf load and a dwell time of 10 s around the base metal, HAZ, and fusion zone (FZ) areas.
Tensile testing
Sub-size tensile samples were made according to ASTM E8/E8M 16a standards. The tests were carried out at room temperature using a universal testing machine with a constant crosshead speed of 1 mm/min. Three specimens were tested for each condition at a minimum to guarantee the results, and the average values are presented.
Results and discussion
Microhardness distribution
Figure 2a–d shows the microhardness profiles of the Inconel 718/316L dissimilar welds in as-welded and PWHT conditions. In the as-welded condition, the FZ showed a hardness level (∼220 HV) that was between the 316L base metal (∼185 HV) and the Inconel 718 base metal (∼406 HV), thus indicating compositional dilution and rapid solidification effects.

Figure 2. Microhardness distribution at welded condition (a), at 450°C (b), 650°C (c), and 850°C (d).
Post-weld heat treatment (PWHT) at 450°C brought about a slight increase in the hardness of the FZ, which was mainly due to stress relaxation and minimal precipitation in the Inconel-rich regions. A considerable rise in hardness was demonstrated after PWHT at 650°C, with the FZ hardness going up to ∼271 HV, implying that precipitation strengthening caused by phase formation in Inconel 718 was responsible. On the other hand, PWHT at 850°C resulted in the decrease of hardness (∼243 HV), which has been explained by precipitate coarsening and overaging phenomena. Thus, the obtained results indicate that the PWHT temperature is a parameter of utmost importance in controlling the hardness changes of dissimilar weldments.
Tensile properties
The engineering stress/strain curves for all conditions are presented in Figure 3a–d, and the corresponding tensile properties are listed in Table 3. The as-welded joint showed very limited ductility (9.6%) with a ultimate tensile strength (UTS) of 355 MPa, thus demonstrating a rather brittle behavior mainly due to the presence of residual stresses and microstructural heterogeneity.
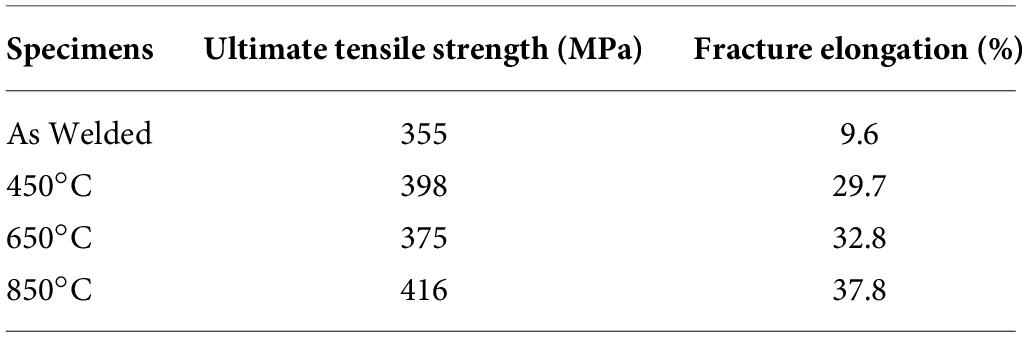
Table 3. Tensile properties of Inconel 718/316L joints at different PWHT.

Figure 3. Engineering stress vs engineering strain curve at welded condition (a), at 450°C (b), 650°C (c), and 850°C (d).
Post-weld heat treatment (PWHT) at 450°C and 650°C has led to significant increases in elongation (29.7% and 32.8%, respectively), whereas the tensile strength only varied slightly. The greatest upgrade was found at 850°C, where the joint had a UTS of 416 MPa and an elongation of 37.8%. The joint became stronger and more ductile at the same time, as the hardness decreased; this indicates that the weld interface had fewer stresses and was able to undergo more plastic deformation. The study underlines the role of PWHT in adjusting mechanical properties to meet the specific needs of the service.
Conclusion
This research clearly shows that the mechanical properties of Inconel 718/AISI 316L dissimilar TIG weldments can be effectively controlled through PWHT. The microstructure-related hardness led to the microcrack formation and brittle failure of the weld metal. The tensile strength of the weld at 450°C heat treatment was greater than that of the welds at 650°C and 850°C heat treatment because the different microstructures have different strength levels. The strength of the weld metal at 450°C heat treatment was higher than that of those at 650°C and 850°C heat treatment because the nanostructures in the microstructures have different strength levels. The results of the tests suggest that 850°C PWHT will be the right decision to make if your nuclear, high-temperature service, and other structural applications need to have toughness and mechanical reliability enhanced.
Conflict of interest
The author declares that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
1. Porchilamban S, Amaladas JR. Structural relationships of metallurgical and mechanical properties influenced by Ni-based fillers on Gas Tungsten Arc Welded Ferritic/Austenitic SS dissimilar joints. J Adv Mech Desig Syst Manufact. (2019) 13(1):JAMDSM0023–JAMDSM. doi: 10.1299/jamdsm.2019jamdsm0023
2. Song K, Chung Y, Nakata K. Investigation of microstructure and mechanical properties of friction stir lap jointed Monel 400 and Inconel 600. Metals Mater Int. (2013) 19(3):571–6. doi: 10.1007/s12540-013-3027-5
3. Zhang Z, Seng DHL, Lin M, Teo SL, Meng TL, Lee CJJ , et al. Cold spray deposition of Inconel 718 in comparison with atmospheric plasma spray deposition. Appl Surf Sci. (2021) 535:147704. doi: 10.1016/j.apsusc.2020.147704
4. Azevedo SC, de Resende AA. Effect of angle, distance between electrodes and TIG current on the weld bead geometry in TIG-MIG/MAG welding process. Int J Adv Manufact Technol. (2021) 114(5):1505–15. doi: 10.1007/s00170-021-07004-7
5. Chen J, Zong R, Wu C, Padhy GK, Hu Q. Influence of low current auxiliary TIG arc on high speed TIG-MIG hybrid welding. J Mater Process Technol. (2017) 243:131–42. doi: 10.1016/j.jmatprotec.2016.12.012
6. Yelamasetti B, Rajyalakshmi G. Effect of TIG, pulsed TIG and Interpulse TIG welding techniques on weld strength of dissimilar joints between Monel 400 and AISI 316. Mater Today Proc. (2019) 19:755–60. doi: 10.1016/j.matpr.2019.08.125
7. Somani CA, Lalwani D. Experimental study of some mechanical and metallurgical properties of TIG-MIG hybrid welded austenitic stainless steel plates. Mater Today Proc. (2020) 26:644–8. doi: 10.1016/j.matpr.2019.12.253
8. Javadi Y. Investigation of clamping effect on the welding residual stress and deformation of monel plates by using the ultrasonic stress measurement and finite element method. J Pressure Vessel Technol. (2015) 137(1):011501. doi: 10.1115/1.4027514
9. Venkatkumar D, Ravindran D. 3D finite element simulation of temperature distribution, residual stress and distortion on 304 stainless steel plates using GTA welding. J Mech Sci Technol. (2016) 30(1):67–76. doi: 10.1007/s12206-015-1208-5
10. Bal KS, Majumdar JD, Choudhury AR. Effect of post-weld heat treatment on the tensile strength of laser beam welded Hastelloy C-276 sheets at different heat inputs. J Manufact Process. (2019) 37:578–94. doi: 10.1016/j.jmapro.2018.12.019
11. Kukliński M, Bartkowska A, Przestacki D. Microstructure and selected properties of Monel 400 alloy after laser heat treatment and laser boriding using diode laser. Int J Adv Manufact Technol. (2018) 98(9):3005–17. doi: 10.1007/s00170-018-2343-9
© The Author(s). 2026 Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.